宁波UG压铸模具设计工程师培训班
我们会根据每一位学员基础情况为其安排工程部不同的工程师包括总工程师,一对一的动作指导,这样大大的提高效率,学员少走弯路,达到学以致用切实掌握。
| 授课机构 | 宁波余姚舜龙模具数控培训 |
| 上课地点 | 宁波余姚百丈路|详细地图 |
| 成交/评价 | 5.0分 |
| 联系电话 | 0574-82890922 |
|
|
|

课程详情
舜龙模具经过十多年的发展,因技术实力雄厚,在业界早已小有名气,舜龙模具设计研发中心是一家专业三维模具设计三维产品设计三维数控模具全自动加工一条龙的模具设计研发制造中心。舜龙模具20多年专业产品模具设计制造经验,汇聚世界级先进成熟3D产品设计三维模具研发设计思路和先进3D数控打印等,并成为国内第一个使用3D打印模具产品的公司,成为模具行业先进3D技术的《领头羊》舜龙10多年来一直为企业输送先进的三维产品设计师,三维模具工程师,数控人才结构工程师数控化全自动人才和先进的管理经验,先进3D技术等,并帮助企业解决三维设计中碰到的难题,帮助企业走上规模话并与国际先进的3D技术接轨。

舜龙工程师团队20多人全部是来自广东深圳浙江黄岩台州余姚沿海一带顶尖产品模具设计研发工程师,舜龙工程师团队部分成员也是国际3D技术研发协会成员之一,来舜龙前曾认(台美)合资企业总工程师,经验丰富,资力深厚,多次参加国外模具塑料产品研讨会,美国NPE展览,印度DIEMOULDINDIA高新模具机床展会,上海PTC,深圳会展中心举办的(精密模具技术研讨会),美国3D打印研讨会等。
2.→压铸模特点:压铸件内部组织致密,力学性能优良,尺寸精度高,表面质量好。
应用:压铸技术在机械工业、宇宙工业、汽车制造业和日用轻工业中占有重要地位。
观察视频模具的种类模具制过程模具的应用汽车,家电外壳把握模具是成型工具。
是机械加工零件的关键工具熟悉压铸模具的基本知识。
3.→(典型压铸填充理论)理想流动:低速从一端顺序填充,排出气体,增加填充速度,填充空腔,压实压铸。
1对压铸合金要求,过热温度不高具有较好的流动性;
2线收缩率和开裂趋势性小;
3晶体温度范围小;
4.具有一定的高温强度;
5.常温下具有较高的强度;
6.模具生产过程;
7.掌握压铸合金的特点。
4.→压铸机的类型目前在生产中,常用的压铸机有冷压铸机和热压铸机两种。
其中卧式压铸机应用*多,立式冷压室压铸机应用少,掌握压铸设备,教授经济精度、表面粗糙度。
5.→压铸技术1.压铸技术是将压铸生产的三要素压铸合金、压铸模和压铸机有机组合的综合运用过程。
正确选择和调整压铸工艺参数,是保证压铸件质量、发挥压铸机*大生产率和正确设计压铸模的依据。
特别是合理选择压力、力、浇注温度和压铸模具温度和填充时间等工艺参数的合理选择是生产合格压铸件的必要条件。
6.→压铸件结构设计的工艺性
1.简化模具,延长模具的使用寿命
2.减少抽芯机构
3.方便压铸件脱模和抽芯
4.防止变形
5.铸件
6.从其他方法改为压铸法时,结构修改的注意事项。
7.→铸件结构一、铸件尺寸精度一、铸件尺寸精度二、表面形状和位置三、表面粗糙度。

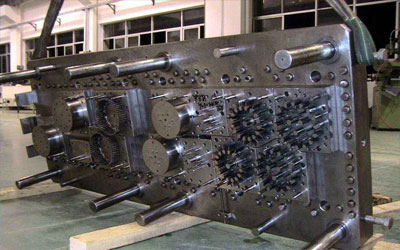
8.→压铸模具组成,主要由定型和动型两部分组成。
固定模具与压铸机的冲压机构连接,固定在固定模具安装板上,浇注系统与冲压室相通。
动模安装在压铸机的动模安装板上,随着动模安装板的移动和固定模合模或开模。
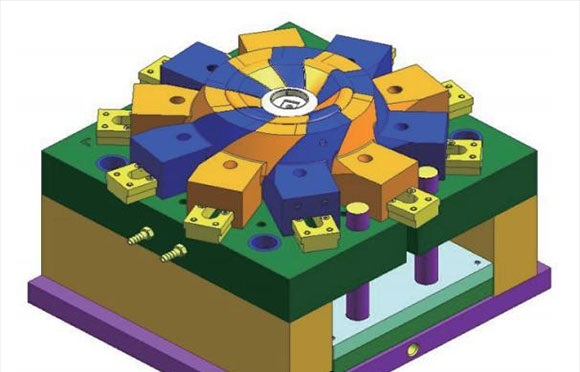
压铸模具分型面设计,分型面的作用和类型,一、分型面的选择,选择分型面的原则,分型面尽量使压铸模具打开后留在动模部分,以便脱模。
分型面应使压铸模型腔具有良好的溢流排气条件,使先进入模型腔的冷金属和模型腔内的气体进入溢流系统排出,分型面应避免与铸件基准面重叠,尺寸精度要求高的部位和对同轴度要求高的外形和内孔,尽量设置在同一半模型内。
9.→压铸模具分型面设计.分型面应使压铸模具腔具有良好的溢流排气条件,使先进入模具腔的冷金属和模具腔内的气体进入溢流系统排出,分型面应避免与铸件基准面重合,尺寸精度要求高的部位和对同轴度要求高的外形或内孔,尽量设置在同一半模具内,金属液在压力作用下填充模具腔的通道。
由直浇道、横浇道、内浇道、馀料等部分构成。
将金属液从热压式压铸机的压口或从冷压室压铸机的压铸室送入型腔。

10.→浇注系统金属液在压力作用下填充型腔的通道。
由直浇道、横浇道、内浇道、馀料等部分构成。
82.jpg将金属液从热压式压铸机的压口或或从冷压室压铸机的压铸室送入型腔。
浇注系统设计最重要的是内浇注道设计,内浇注道形式:侧浇注道、中心浇注道、顶浇注道、环形浇注道、间隙浇注道、点浇注道。
11.→浇筑道的设计要点1.从内浇筑道导入金属液流方向的考虑2.内浇筑道数以单道为主,大型铸件、箱体和框架类铸件和结构比特殊铸件可采用多道浇筑道。
3.从内浇道的设置部位考虑4.薄壁复杂铸件取薄内浇道。
一般结构铸件取厚内浇道。
12.→压铸模应用计结构设计,内浇道设计要点,从内浇道设置部位考虑,薄壁复杂铸件取薄内浇道。
一般结构铸件取厚内浇道。
13.→溢流槽的设计要点压铸模的材料、工艺要求和设计,正确布局溢流槽在模具中的位置;2.溢流槽的设计要点;3.溢流槽的容积和体积。