
课程详情
课程导读:
学模具须什么基础,学历低能学成就业吗?
模具是实践性很强的技术,与学历关系不大。学习模具技术无须任何基础,只要勤学多问,一般都可以学好
· 学历不等于能力,学历不高,更应该趁年青的时候学门技术弥补不足,人无一技傍身,何以立足于社会
· 在制造业工厂,厂家更看重的是技术、能力及能创造效益的人才,自身实力和技能无疑是你明智的选择
· 我校所有科目均不限学时,学会就业为止。基础好的学员,可学成就业;接受慢,时间长一点也能学好
· 舜龙模具培训是行业培训学校,教学就业等各方面都有。欢迎对模具感兴趣、有志学门技术的人员来校学习

余姚舜龙模具设计培训课程

模具设计课程:产品的可行性分析,出初案的DFM报告,确定型腔数量与排列,注塑机的型号,分型面的确定,包括侧向分型与抽芯,浇注系统的设计,排气系统的设计,出系统的设计,模胚的确定与标准件的选用,及模具钢材的选用,绘制装配图,3D图,零件图,及出BOM清单常用钢料的特性和常用塑胶成型特性,关于各种钢材的分类和特性:P20,H13,420等,结晶型塑料:PE,PP,POM,PA,PET,PBT等,非结晶型塑料:PS,ABS,PC,PMMA,PC+ABS等

1.常用模具结构介绍和UG模胚调用
2.浇注系统的设计与冷却系统的设计
3.分模面设计要点与排气系统的设计
4.出系统的设计与弹簧计算
5.侧向分型与抽芯
6.产品预案的DFM分析,对产品的材料、颜色、壁厚、结构、拔模、进胶口的样式与大小确认、模架型的确认7.产品图从3D导出后的镜像,缩水,前后模摆放方式,图框的认识和标题栏与修改栏及备注的填写
8. 外挂及零件库的使用方法讲解
9. 各类标准件(如法兰、螺丝、堵头、唧嘴、弹弓、垃圾钉、限位柱等)的选用
10.模具材料及模架的订购
11. 模架的订制及提供给供应商的加工图样,BOM表的制作
12.针列表的用法
13.小水口模具设计的程序包括2D排位与3D分型,结构上了解斜及滑块的动作原理及注意事项。
14.MPI分析
15斜的运动原理与绘制
16. 内模及镶件的出图及标注
17. 斜及滑块散件图的标注18高端精密模设计)
19.行位结构的组成
20.行位的驱动方式的选用:斜导柱,弯销,T块与T槽,油缸等
21.行位定距方式的选用:限位螺丝,挡块,波子螺丝,各种限位器,行程开关等
22.斜结构的组成
23.斜的驱动方式的选用:针板,油缸等14.强制复位设计要点15.对3D无参数模型的装配管理16.将无参实体导入装配结构,以便于出散件图与存档17.模具结构在装配状态下的操作与修改18.组方图中BOM表的制作19.用UG绘制散件图20. 模板类(如A板,B板,面板,针板等)的零件尺寸标注与公差要求21. 模仁类(如前模仁,后模仁,镶件等)的零件尺寸标注与公差要求22. 类(如行位,斜等)的零件尺寸标注与公差要求23.插件模与金属嵌件产品
24、多个产品模具设计的特点及Z轴方向斜滑块的角度与行程计算和有嵌件的插件模的特殊设计两次抽芯方案。
25、狗腿式拔块的特点与注意事项。
26、拔模的方法的注意事项。
27、热流道模具设计注意的事项及应用范围。
28.二次出,推板
29.二次出的应用范围及控制方法,掌握推板模的特点。
30.二次出模具另一种二次出的应用。学习T形槽抽芯与承板模的应用。
31、了解Engel机的不同的模具安装及出方式。
32、了解特殊客户的模具标准(如PHILIPS)

33.三次出模具,三次出的控制方法及应用范围。
34.掌握三次出的特殊控制方法。
35.了解旋转抽芯的形式。
36.掌握每次出的行程计算方法及注意事项。
37.前模行位与前模斜模具
38.自动螺纹抽芯,了解前内螺纹的出模方法及绘制方法 ,油缸齿条脱螺纹方式。 ,液压马达脱螺纹方式。
39缩呵模具(全圆倒扣)
40.掌握双色模具的设计方法。
41. 热流道与冷流道进胶设计要点和模具冷却原理42.分模面设计要点与排气系统的设计43出口汽车模深入了解汽车模设计和出口模的特点,隔热板,防尘板与吊模杆的作用,行程开关,定位块,柱,计数器的作用及安装方法,大型模具内模镶件的不同,热流道进胶的特点,熟悉DME与HASCO标准件,出口模细节的处理。
44.不规则分型面产品分模
45.学习电极的拆法。 1、学习手动拆电极。 2、学习镜像铜公,对称铜公及旋转铜公的拆法。 3、学习进玉外挂拆电极的效率。 4、自动出火花数

46.改模学习流程 1.对客户来的产品和图片做出相应的PPT,然后发送给项目作改模报价。2.跟模工程师在客户确认改模的方法与时间,和价格后制作EC单下发到各个部门。确认改模的方案与时间(包含设计改图时间,生产制作加工时间以及试模时间)3.设计改模,产品加胶,模具减钢,模具上减钢料的地方用红色面表示。4.设计改模,产品减胶,模具上可以做镶件和烧焊,烧焊一般用绿色面表示。(烧焊和做镶件一定要经过客户确认。)5.特殊情况下,改模还需要降面处理,要综合考虑模具各方面的联系。减钢需要用红色面表示,注意降面一般是从分型面降面。
47.自改(包含加工出错,T1改模,以及模具修模改模。)1.加工出错包含许多内容,如运水钻错,螺丝做错,NC,EDM加工过切,WC出错等等,设计必须对质检开出的异常单相应的分析,做出优方法和省钱和时间的改模。2.T1改模和模具修模改模主要是针对模具和产品的缺陷进行修正3.模具烧焊和做镶件一定要经过客户确认。不管是哪种形式的改模,都需要设计出图按照流程下发到各个加工部门,图纸是工厂各部门沟通的的语言。有的厂还需要制作下面工程变更单。

2.→ 压铸模特点:压铸件内部组织致密,力学性能优良,尺寸精度高,表面质量好。应用:压铸工艺在机械工业、航天工业、汽车制造业和日用轻工业中,都占有重要地位。观摩 视频 模具的种类 模具的制造过程 模具的应用 汽车,家电壳体 掌握模具是成形工具。是机械加工零件的重要工具 熟悉压铸模具的基本知识 3.→(典型压铸填充理论)理想流态:开始以低速从一端顺序填充,排出气体,然后增加填充速度,充满型腔,压实压铸件。1对压铸合金要求,过热温度不高具有较好的流动性2线收缩率和裂纹倾向性小3结晶温度范围小4.具有一定的高温强度5.在常温下有较高的强度 6.模具生产过程7.掌握压铸合金特点
4.→压铸机的类型:目前在生产中,常用的压铸机为冷压室压铸机和热压室压铸机两大类。其中卧式压铸机应用多,立式冷压室压铸机已很少应用讲授掌握压铸设备,经济精度、表面粗糙度

5.→压铸工艺 1、压铸工艺是将压铸生产的三大要素——压铸合金、压铸模和压铸机进行有机组合的综合运用过程。正确地选择和调整压铸工艺参数,是压铸件质量、发挥压铸机的大生产率和正确设计压铸模的依据。尤其是压射压力、推射速度、浇注温度和压铸模温度及充填时间等工艺参数合理选择,是生产合格压铸件的必要条件。
6.→压铸件结构设计的工艺性 1.简化模具、延长模具使用寿命2.减少抽芯3.方便压铸件脱模和抽芯4.防止变形5.铸入嵌件6.由其他方法改为压铸法时,结构修改的注意事项。

7. → 压铸件结构 一、压铸件的尺寸精度二、表面形状和位置三、表面粗糙度
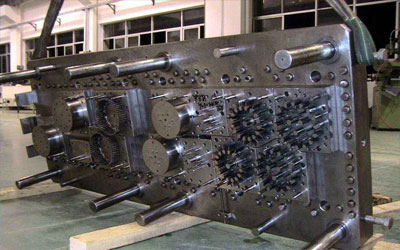
8. →压铸模具组成,主要由定模和动模两部分组成。定模与压铸机压射连接,固定在定模安装板上,浇注系统与压室相通。动模安装在压铸机的动模安装板上,随动模安装板移动与定模合模或开模。压铸模分型面设计,分型面的作用和类型,一、分型面的选择,选择分型面的原则,分型面尽可能使压铸件开模后留在动模部分,以便脱模。,分型面应使压铸模型腔有良好的溢流排气条件,使先进入型腔的冷金属和型腔内气体进入排溢系统排出,分型面应避免与铸件基准面相重合,尺寸精度要求较高的部位和对同轴度要求高的外形或内孔,尽可能设在同一半模内

9. →压铸模分型面设计.分型面应使压铸模型腔有良好的溢流排气条件,使先进入型腔的冷金属和型腔内气体进入排溢系统排出,分型面应避免与铸件基准面相重合,尺寸精度要求较高的部位和对同轴度要求高的外形或内孔,尽可能设在同一半模内,金属液在压力作用下充填型腔的通道。由直浇道、横浇道、内浇道和余料等部分组成。,把金属液从热压式压铸机的压射嘴或从冷压室压铸机压室送到型腔内。
10. →浇注系统金属液在压力作用下充填型腔的通道。由直浇道、横浇道、内浇道和余料等部分组成。

把金属液从热压式压铸机的压射嘴或从冷压室压铸机压室送到型腔内。浇注系统设计重要是内浇道设计,内浇道形式:侧浇道、中心浇道、浇道、环形浇道、缝隙浇道、点浇道。
11.→浇道的设计要点1.由内浇道导入金属液流方向的考虑2.内浇道数量以单道为主,大型铸件、箱体及框架类铸件和结构较特殊铸件可采用多道浇道。3.从内浇道设置部位考虑4.薄壁复杂铸件取较薄内浇道。一般结构铸件取较厚内浇道
12.→压铸模应用计结构设计,内浇道的设计要点,从内浇道设置部位考虑,薄壁复杂铸件取较薄内浇道。一般结构铸件取较厚内浇道
13. →溢流槽的设计要点压铸模的材料、技术要求与设计,正确布置溢流槽在模具中的位置2、溢流槽的设计要点3、溢流槽的容积和体积学习汽车零件的工艺分析,工序拆分,典型汽车模具的结构设计,零配件设计,汽车配件产品的展开方式,成型分析、料带特殊呆料方式的工艺方法,图层管理,基础曲面,曲面,曲面技巧,展开,折弯序数的修改,排样、工作零件设计、模架及标准件、工程图、自定义标准件、自定义文档规范等全过程设计流程。

一个产品直接在3D完成直至出2D工程图,自动注释标注,中途可不经过CAD的流程即可完成整套模具设计,讲解复合模,冲孔模,成型模,拉伸模,旋切模。连续模的结构设计技巧与经验,讲述连续模具的工艺、技巧性,回弹,合理有效性,学完能独立排样、拆工序、工序分析、设计各种汽车模、端子、弹片、手机、机箱件,一般拉伸件。

1.冲裁间隙的计算﹑冲裁力计算﹑脱料力计算﹑弹簧如何选用以及压缩率。
2.模具总体结构单冲模具,复合模具结构,连续模具结构,拉深模具结构,与常用模具材料、模具闭合高度﹑模板备料设计﹑冲头上下凸量标准。
3.展开计算计算展开方法(包圆展开﹑90度角展开﹑尖角展开、R角展开、推平展开﹑段差展开﹑有干涉展开﹑拉伸展开)。
4.局部小成形和五金零件打凸点设计标准﹑打沙拉设计标准﹑凸包成形设计标准。冲头与冲针设计标准﹑折弯补强筋﹑冲头挂台﹑冲头加补强﹑冲头
5.固定方法,防跳废料。
6.工序和成形结构篇燕尾槽斜滑块、侧推滑块结构设计标准常见微调结构设计。
7.工序和成形结构其他常见成形结构﹑切断成型设计标准﹑工艺基准孔﹑镶件。
8.工序和成形结构小五金连续模具产品拆分工序、反弹计算。工程模产品拆分工序、工程分解。
9.排样设计连续模排料带(找料带点、接刀口设计标准、拉台成形、料纹、送料稳定的经验讲解。排样设计园筒件连续拉深排料带﹑连续拉深模排样设计。

10.软件安装、快捷键和功能键﹑模版图层及分层方式﹑建模具图层、图库设置。设定模具种类﹑模具总设定﹑板宽设定、材料设定、存与调规划档、间隙设定。零件位置设定、模板厚度与零件长度设定、模板绘制。1A、B冲绘制﹑标签复制﹑图层复制。标签更改﹑标签复制﹑图层复制。注解标注﹑XY标注﹑工程图设置。盲孔資料設定﹑自定义加标签﹑正
11.反面加工修改。
12.五金零件绘制、安全销、抽牙冲头、打沙拉、打凸点、靠刀冲头、向上、向下折弯、压线入子)。准件绘制(冲头固定螺丝、导料板、等高螺丝、料销、定位块、定位销、浮升销、两用销、内导柱、外导柱、入子固定螺丝、上下模弹簧、 上下模螺丝、限位柱、自定义孔、基准孔)。
13.刀口冲头和折弯冲头、入子绘制、模板分离、异型创建、异型分层、字码绘制。单板侧视、加开模零件、开模组立图。
14.编辑资料档﹑其他辅助功能。拆零件图、冲头侧视图、倒角CM、倒角标注、吊耳绘制、工程分离、图元分工程、加单一模板。毛重净重、料表清单、设计点检表、异型修改、模板价格、压力中心点。

15.连续模全过程整体设计(浮升销与块、冲预切口、检测针、吹气、连续模注意事项综合讲解)。1UG模具结构设计上托板,上垫脚,码模块,吊模块,上模座,上垫板,上夹板,夹板入子,模具导向块,上模内限位,上模外限位,上模单个零件功能与应用讲解B.,A冲冲头,A冲天窗入子,切边冲头,切边天窗入子,步距冲头,步距冲头天窗入子,成型冲头,整型冲头,上脱板,上模字码入子,上模插针,上模料销,下模单个零件功能与应用讲解A.,导料板,抬料板,A冲刀口,下模切边刀口,步距刀口,步距检测,下模成型,下模整型,下模切断,尾部误检,下,模抬料板挂钩,下模模具导向块座,下模单个零件功能与应用讲解B.,下垫板,下模内限位,下模外限位,下模储运块,下模座,下垫脚,下模码模块,下托板,氮气座,废料落斗,产品落斗,吊钩,外导柱,外导套,内导柱,内导套,氮气,螺丝,球锁冲头,球锁座,自润滑板,定位销,引导针,料针,塞打,限位块,优力胶,字码,模具间隙设计与干涉检查,镭射料,带制做讲解.

教学特色
舜龙教学特色1:我们会根据每一位学员基础情况为其安排工程部不同的工程师包括总工程师,一对一的作指导,这样大大的提率,学员少走弯路,达到学以致用切实掌握。
舜龙教学特色2:公司现拥有工程部拥有数控编程车间和模具车间,对于想学技术的人来说是个难得的机会,学徒通过“工厂浸泡式”学习,加上工程部模具设计工程师手把手贴心传授你经验和思路,让学员迈过“经验”的门槛。理论加合格后根据课程由颁发
入学须知
一、食宿怎么安排及收费标准?
•住宿: 当天即可安排住宿,电梯楼宿舍,安全舒适,高速免费WIFI
•学校楼下有食堂餐盒饭费自理 正餐一餐(10元)
• 新生需自备日常生活用品,如果太远的学员建议来校购买。
二、报名要办什么手续,怎么缴费?
• 新生报名只须带身份证,若需办理技能(请带两寸蓝底照片电子档)
• 到校现金缴费、刷卡缴费或网银转账(可以开具正规发票)
三、学校作息时间怎么安排?
• 学校无寒暑假,电脑室全年开放(除春节假期7天),所有节假日都有专业老师接待参观和咨询报名
• 作息时间:上午8:30点~11:00点,下午12:30点~17:00点,晚上18:00点~21:00点,每周二休息,老师轮流值班,电脑室开放